For one of our customers from the automotive industry we implemented a 2-stage project for visualization of media and auxiliary installations. The project covered two production plants.
Preparations
Before the upgrade, in automotive plants local control systems were used without the possibility of remote viewing of parameters and control. The aim of the project was to connect PLCs to the plant Ethernet network, to visualize control systems and to introduce the possibility of controlling them from the control room level. In the existing PLCs the CPU modules have been replaced to enable Ethernet communication and the programs allowing for remote control of the devices have been modified. Additionally, data from the gas monitoring system and 110 kV substation monitoring are collected to the visualization system.
Implementation
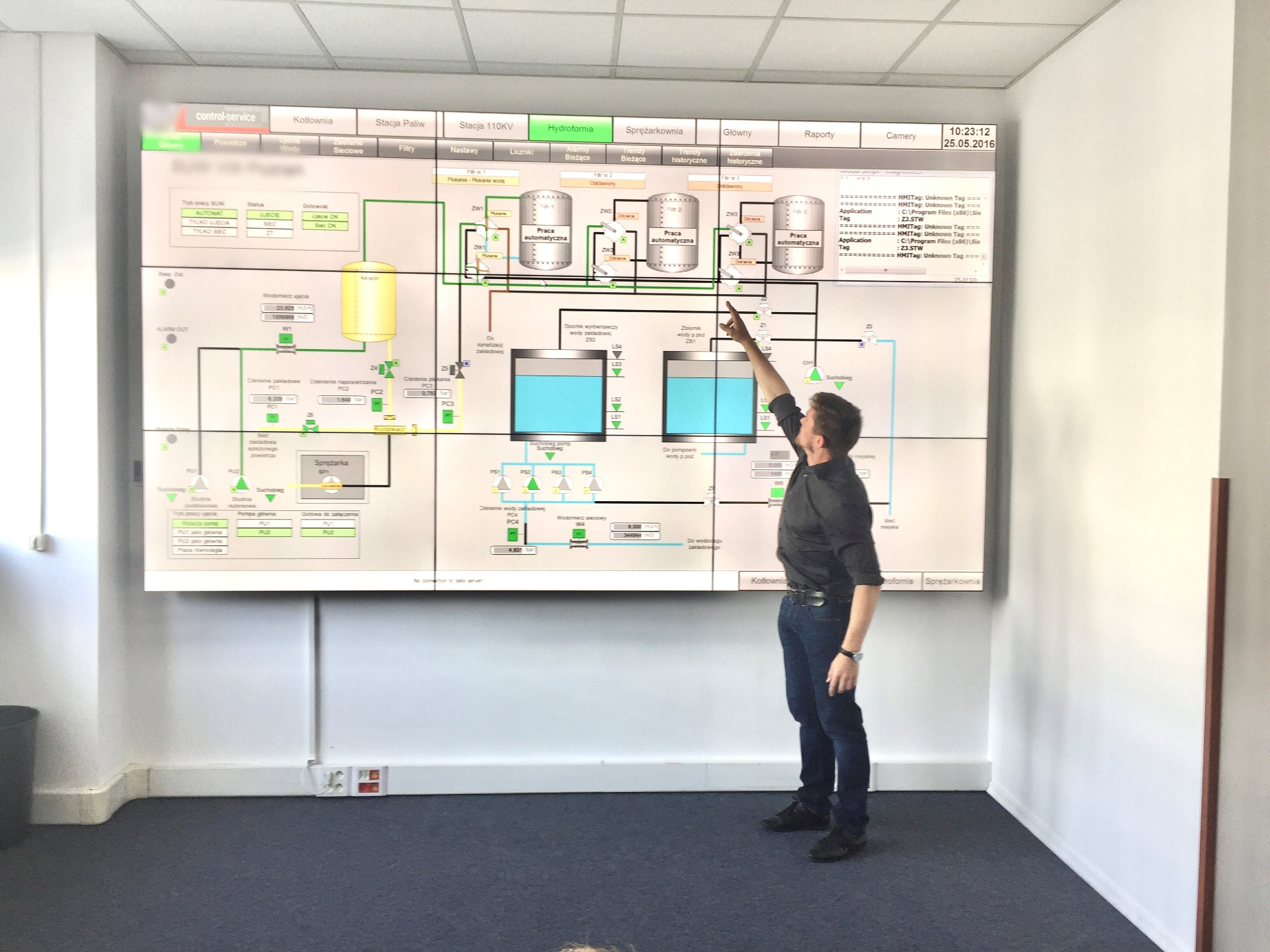
The first stage involved work devoted to one of the plants, while the second stage concerned a factory several kilometers away. Servers and clients work independently in each plant. The visualization system was made in WinCC 7.5 and consists of two redundant servers, three client stations and four independent WinCC stations. The culmination of the work was the establishment of communication between the two plants and the creation of a client in the form of a video wall consisting of 9 monitors 55″ each in 4K resolution which has real-time visualization of the work of both plants.
The visualization includes the following installations:
Boiler Room (S7 315-2PN/DP + S7-1200)Compressor station (2 x S7 315-2DP)Hydroelectric plant (S7 315-2PN/DP)Petrol station (S7 315-2PN/DP)110 kV Station (Siemens PAS)Gas consumption monitoring system f. Atrem
In addition, ventilation and lighting systems are connected.
In order to organize the software communication layer, a rule was adopted that for communication with Simatic controllers we use the standard WinCC driver, while for communication with systems from other manufacturers we use the native WinCC Modbus TCP/IP driver.
Conclusion
The implemented solution enabled full control of auxiliary installations and media consumption as well as coordination of the operation of two plants, taking place from one control room. The failure response time was significantly shortened. This allowed to increase productivity and reduce the risk of production downtimes. The project was fully implemented while maintaining an undisturbed production process.

ON MARKET
SINCE 2001

ONLY
THE HIGHEST
QUALITY

LeaDER
AMONG
DISTRIBUTORS

24/7
TECHNICAL SUPPORT
Warranty

